


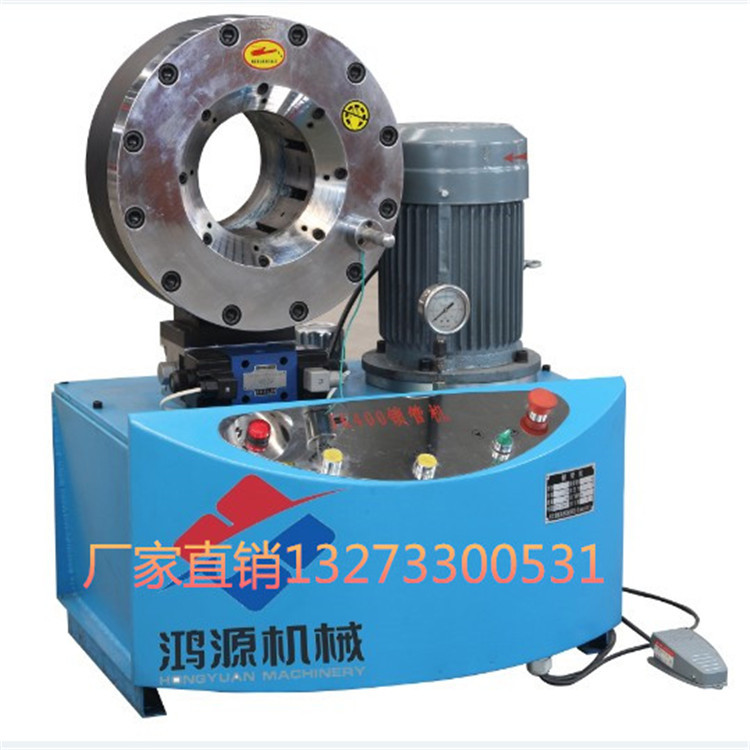


扣压机是一种用于扣压管件总成的液压设备,其将所配套的金属接头通过扣压机的模具施加收缩力,将金属接头牢固的扣压在所配套的工程机械用高压油管或汽车上的刹车管、机油管、空调管、动力管上。扣压机适用于各类机械高低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。

规程
1、操作人员必须按工艺规程操作。
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章指导

优点及注意事项
1、采用双液压回路运作***缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
2、液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调、噪音和系统压力降低。
3、在电器控制系统方面,控制电路适用PLC电路,它检修电路容易、维修方便、更换简单。
4、扣压模具及模座采用无累计误差式加工工艺,以保证扣压后产品的扣压线条间隔均匀,无大小头现象。
5、为了扣压机的机械精度及寿命,在锁紧机构组件上,不仅选择了合金钢材料,而且采用独有的热处理工艺。所以扣压机较长的使用寿命:与选材、热处理、机械加工工艺及结构的合理性是密不可分的!

胶管缩管机维护保养
1、严禁不了解锁管机结构、性能和操作规程者擅自启动锁管机。工作前对滑块及立柱应先喷注机油。
2、锁管机在工作过程中,严禁进行检修和调正模具。
3、当发现有较严重漏油或其他异常(如动作不可靠、噪声大、振动等)时,应停车分析原因,设法排除,不得带病投入生产。
4、不得超戴或超过*偏心距使用。偏心为40mm。
5、严禁超过滑块的*行程,模具闭合高度*小不得小于450mm。
6、电气设备接地必须牢固可靠。
7、根据压制件的工艺要求,起动电动机,调正压制的规定压力及符合高度。
8、调正行程限位装置,检查选种速度是否符合规定要求。
9、测量保压性能。(即加压后停车,保压lO分钟压力降不大于20mm。